麻花钻,作为机械加工和日常维修中最基础、最常用的孔加工刀具,凭借其独特的螺旋槽设计和出色的排屑能力,被誉为金属切削领域的“常青树”。本文将围绕麻花钻的基本概念、核心规格参数以及如何选择优质的生产厂家进行系统介绍。
一、 认识麻花钻:结构与工作原理
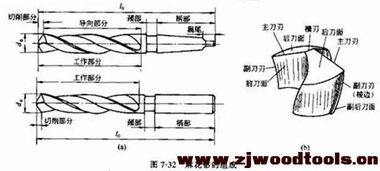
麻花钻主要由钻柄、钻颈和钻体三部分构成。其核心特征在于钻体部分的两条螺旋形沟槽(即排屑槽),形似“麻花”,故而得名。其工作原理是:当钻头高速旋转并施加轴向进给力时,锋利的切削刃对材料进行切削,产生的切屑沿着螺旋槽被顺利排出孔外,从而实现高效、连续的钻孔作业。它广泛应用于黑色金属、有色金属、塑料、木材等多种材料的钻孔加工。
二、 麻花钻的关键规格参数
选择合适的麻花钻,必须理解其关键规格,这直接关系到加工效率、精度和成本。主要规格包括:
- 直径(钻头尺寸):这是最核心的参数,决定了加工孔的尺寸。规格范围极广,从零点几毫米的微型钻头到上百毫米的大型钻头均有生产,通常以毫米(mm)或英寸(inch)为单位。常用规格如Φ1.0, Φ3.2, Φ6.5, Φ10.0, Φ12.7(1/2英寸)等。
- 总长与刃长:总长指钻头的整体长度;刃长指钻头尖端具有切削能力的螺旋槽部分长度。刃长决定了最大钻孔深度。通常,直径越大的钻头,其标准刃长也相应更长。
- 柄部类型:分为直柄(圆柱柄)和锥柄(莫氏锥柄)两大类。直柄钻头通常用于钻夹头夹持,适用于中小型台钻、手电钻;锥柄钻头则通过锥度直接与机床主轴锥孔配合,连接刚性好,用于大型摇臂钻或数控机床,传递更大扭矩。
- 螺旋角度:即螺旋槽的螺旋升角。角度越大(通常为30°-45°),排屑越顺畅,适合加工软材料(如铝、铜、塑料);角度较小(如20°-30°),则钻头强度更高,适合加工钢、铸铁等硬质材料。
- 材质与涂层:
- 材质:主流材质包括高速钢(HSS)、含钴高速钢(HSS-Co)、硬质合金(整体或镶刃)。高速钢经济通用;含钴高速钢红硬性更好,适合加工不锈钢等难切削材料;硬质合金硬度极高,耐磨,用于高速加工铸铁、复合材料等。
- 涂层:常见涂层有氮化钛(TiN,金色)、氮铝钛(TiAlN,紫黑色)等。涂层能显著降低摩擦系数,提高表面硬度、耐热性和使用寿命。
- 刃尖角度(顶角):通常为118°(通用标准)或135°。118°顶角锋利,切入快,通用性广;135°顶角更适合加工不锈钢、高强度钢等材料,能减少“走刀”现象,定心更好。
三、 如何选择可靠的麻花钻生产厂家
市场上麻花钻厂家众多,质量参差不齐。选择优质厂家是保障加工质量与效率的前提。建议从以下几个维度考察:
- 品牌与口碑:国际一线品牌如德国博世(Bosch)、威汉(Wiha)(手工具领域知名,其专业钻头品质优异)、钴领(Gühring)、MAPAL等,在材料、工艺、精度上处于行业顶尖水平,但价格较高。国内优秀品牌如上工(SIG)、天工(TG)、成量等,性价比高,在通用领域表现出色。选择拥有良好市场声誉和长期稳定供货能力的品牌是关键。
- 生产工艺与质量控制:优质厂家拥有先进的全自动数控磨削设备、精准的热处理工艺(如真空热处理)和严格的涂层技术。其产品在尺寸公差、径向跳动、材质均匀性、刃口一致性等方面都有严格的内控标准。
- 产品系列与专业性:可靠的厂家产品线丰富,能提供从标准通用型到针对特定材料(如不锈钢专用钻、铝用钻、木材用钻)的专用型号,以及各种规格和柄型,满足不同用户的细分需求。
- 技术支持与服务:提供详细的产品目录、技术参数、使用建议以及售后支持的厂家更值得信赖。对于大批量采购或特殊需求,厂家能否提供定制化服务也是重要考量因素。
- 采购渠道:建议通过授权经销商、品牌官方旗舰店或信誉良好的大型工业品采购平台进行购买,以确保产品正宗,避免购入假冒伪劣产品。
****:
麻花钻虽小,却技术内涵丰富。用户在选择时,应首先根据被加工材料、孔径、孔深、设备条件等明确所需的规格参数,然后在预算范围内,优先考虑那些具备强大研发生产能力、质量控制严格、市场口碑良好的品牌厂家。一枚优质的麻花钻,不仅能提升钻孔效率与质量,更能降低单孔加工成本,是真正意义上的“工业生产力放大器”。