在金属加工的广阔领域,麻花钻无疑是最具代表性、应用最广泛的切削工具之一。而其中,直柄麻花钻更是以其经典的设计和卓越的性能,成为车间里不可或缺的“工业牙齿”。
一、核心结构:螺旋的力量
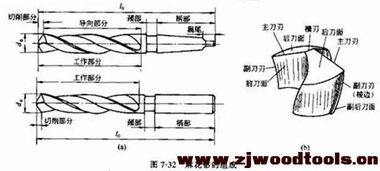
麻花钻,顾名思义,其钻体呈螺旋状,酷似“麻花”。这一经典设计并非偶然,其螺旋槽(或称排屑槽)承担着多项关键使命:
- 引导排屑:在钻孔过程中,螺旋槽形成了天然的通道,能将切削产生的金属碎屑高效地排出孔外,防止切屑堵塞导致钻头卡死或断裂。
- 构成刃口:螺旋槽的边缘自然形成了钻头的主切削刃,是直接参与切削的部分。
- 导入冷却液:在需要冷却的加工中,螺旋槽有助于将冷却液或切削油引导至钻尖,起到降温、润滑的作用,延长钻头寿命并提升孔壁质量。
二、直柄设计:刚性与通用的平衡
直柄麻花钻的柄部为光滑的圆柱形,这是其最显著的特征。与锥柄麻花钻相比,直柄设计具有独特优势:
- 通用性强:可直接被标准钻夹头(如三爪钻夹头)牢固夹持,广泛应用于台钻、手电钻、铣床及加工中心等绝大多数通用机床设备,适配性极佳。
- 经济便捷:制造相对简单,成本较低,且装夹和更换迅速,非常适合中小直径(通常为0.5mm至20mm)的常规钻孔作业。
- 灵活性高:长度规格多样,从超短型到加长型,能满足不同深度和空间受限工况的加工需求。
直柄设计在传递大扭矩和承受高轴向力时,主要依靠夹头与柄部间的摩擦力,其刚性和抗扭能力通常弱于通过莫氏锥度与机床主轴紧密配合的锥柄钻头。因此,直柄麻花钻更多应用于中小型、负荷相对平稳的加工场合。
三、关键参数与材料选择
一把优质的直柄麻花钻,其性能取决于多个精密参数:
- 钻尖角(顶角):最常见为118度,适用于大多数钢材、铸铁和有色金属。针对不同材料(如铝、不锈钢、木材),会采用135度、90度等特定角度以优化切削性能。
- 螺旋角:即螺旋槽的倾斜程度。大螺旋角排屑更顺畅,适用于加工粘性材料(如铝、低碳钢);小螺旋角则钻体强度更高,适合加工硬脆材料(如铸铁、淬硬钢)。
- 材料与涂层:
- 高速钢(HSS):最常用的基体材料,具有良好的韧性、耐磨性和可重磨性,性价比高。
- 硬质合金:硬度、耐磨性和耐热性远超高速钢,适用于高速加工、高硬度材料及大批量生产,但脆性较大,成本更高。
- 涂层技术:如氮化钛(TiN)、氮铝化钛(TiAlN)等涂层,能显著降低摩擦系数,提高表面硬度和耐热性,使钻头寿命延长数倍。
四、应用艺术与维护要点
要充分发挥直柄麻花钻的潜力,正确的使用与维护至关重要:
- 正确选型:根据被加工材料的特性(硬度、韧性)选择合适的钻头材质、涂层、几何角度和尺寸。
- 精准装夹:确保钻头在夹头中夹持牢固、同心度高,避免因摆动导致孔径扩大、钻头磨损加剧甚至折断。
- 优化切削参数:合理匹配转速与进给速度。通常材料越硬,转速应越低;进给应平稳适中,过快易崩刃,过慢则加剧摩擦生热。
- 有效冷却润滑:尤其加工钢、不锈钢等材料时,使用切削液能有效降温、润滑并辅助排屑。
- 及时重磨与更换:当切削刃磨损、钻孔费力、孔径超差或排屑异常时,应及时使用专用钻头磨床进行重磨(恢复标准的顶角、横刃和刃口),或更换新钻头。保持锋利的刃口是保证效率和精度的前提。
###
直柄麻花钻,这一看似简单的工具,实则是凝聚了材料科学、精密机械与切削工艺智慧的结晶。从家庭维修到航天制造,它都在默默完成着“从无到有”的开孔使命。理解其原理,掌握其用法,便是掌握了开启金属世界的一把基础而关键的钥匙。在智能制造的浪潮下,麻花钻的设计与材料仍在不断进化,但其作为基础加工工具的核心地位,在未来很长一段时间内,依然无可替代。